


送料磨削加工

典型加工零件
设备亮点
工件尺寸:长250mm,厚28.4mm
工件材质:45Cr钢
洛氏硬度:32-36
去除量:0.8mm
加工设备:YHDM750A高精度立式双端面磨床
加工方式:摆动磨削
加工工艺:双面磨削减薄
加工效率:30 s (15 s/pc)
加工后平面度/平行度:≤0.02mm
加工后表面粗糙度:≤0.5 Ra




1. 什么是连杆双面磨削减薄?
工艺是使用高精度的双端面磨床,同时对连杆的大头孔两侧端面(或称“结合面”)进行磨削加工,以达到以下目的:
控制重量: 精确去除材料,将连杆重量控制在极其严格的公差范围内(通常要求±1-2克,高性能发动机要求更高)。
保证平行度与平面度: 确保两侧端面高度平行且本身非常平整。
达到目标厚度: 精确加工至设计的最终尺寸。
2. 为什么这个工艺如此重要?
发动机平衡: 同一台发动机的所有连杆重量必须高度一致。任何微小的重量差异都会在高速运行时产生巨大的不平衡惯性力,导致发动机剧烈振动、噪音增大,并加速轴承等部件的磨损。
保证装配精度: 连杆大头端面与曲轴连杆轴颈的侧隙(轴向间隙)由连杆的厚度和缸体尺寸共同决定。这个间隙必须精确控制,过大会导致敲击异响和机油泄漏,过小则可能导致拉缸甚至抱死。
影响连杆强度: 磨削过程会影响工件表面的微观结构,控制不好会产生磨削烧伤,形成微裂纹,严重降低连杆的疲劳强度,可能导致运行时断裂,造成灾难性后果(发动机爆缸)。

自动上料机构
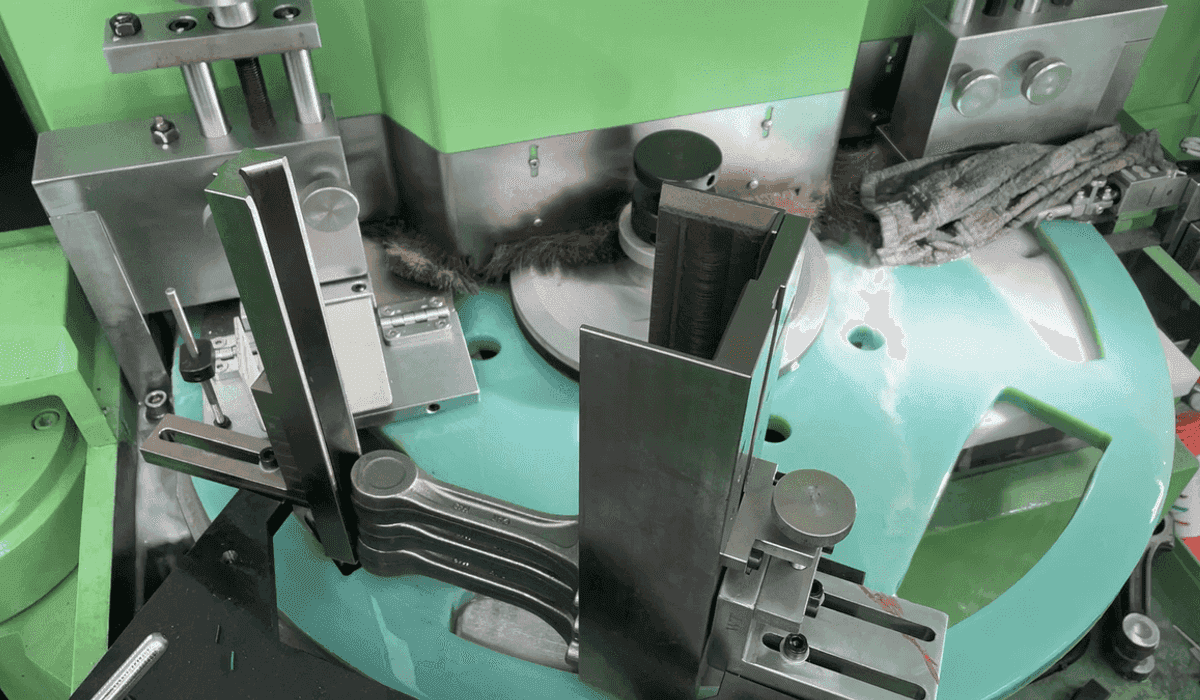
连杆磨削效果

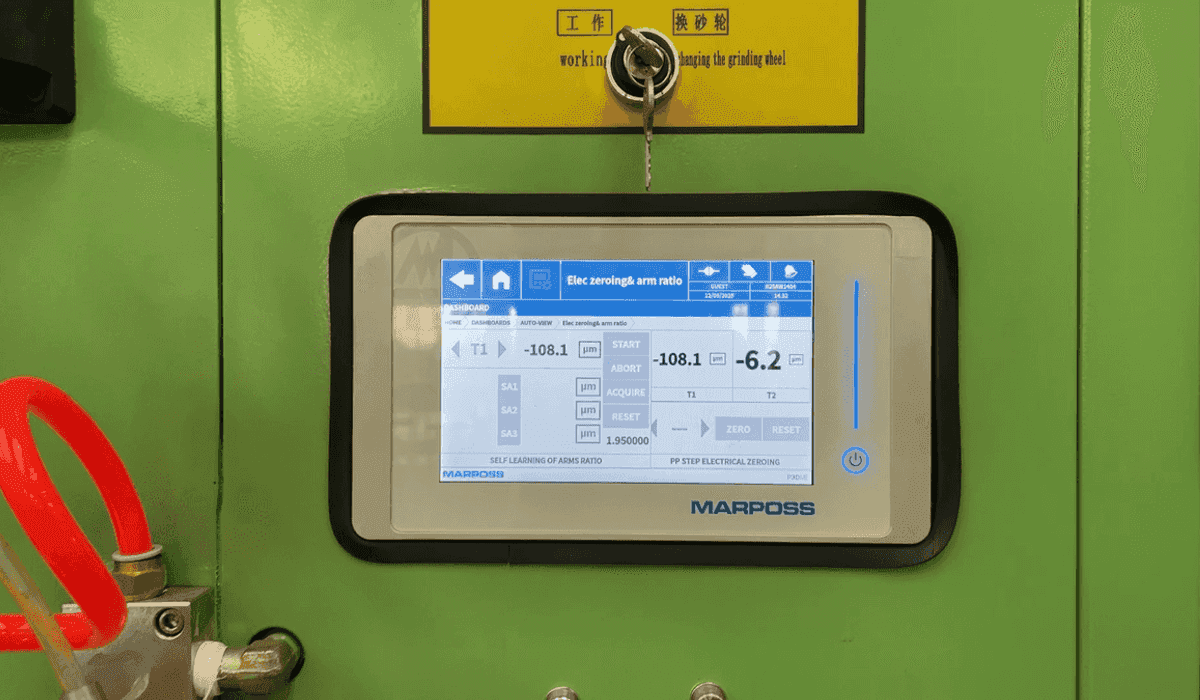
在线精度检测
3. 双端面磨削:
工件通过传送机构被送入两个高速旋转、相对布置的巨型砂轮之间。
砂轮特性: 砂轮通常由金刚石或CBN(立方氮化硼)等超硬磨料制成,具有极高的耐磨性和稳定性,能够长时间保持精度。
磨削过程:
粗磨段: 首先快速去除大部分余量(通常约0.2-0.5mm)。
精磨段: 然后以较小的进给量进行精磨,达到最终尺寸、平面度和表面粗糙度要求。
冷却与润滑: 整个磨削区域被大量的高压冷却液(磨削液) 淹没。其作用是:
冷却工件和砂轮,防止热变形和磨削烧伤。
冲走磨屑,防止堵塞砂轮气孔,保持砂轮锋利。
润滑,减少磨削力。
4. 在线测量与反馈控制:
现代双端面磨床的核心技术。在出料口配备有激光测量仪或气动测量头。
100%全检: 对每一个加工完的连杆进行厚度测量。
闭环反馈: 测量数据实时传输给机床CNC系统。如果检测到工件厚度有偏离目标值的趋势(由于砂轮磨损、热变形等),系统会自动、微量地补偿砂轮的位置(通常是几微米级别的调整),确保加工尺寸持续稳定。
技术参数





yl23411永利集团官方微信
yl23411永利集团手机官网
1
联系方式
400全国客户服务热线:400-8320220,400-6251288
E-mail:info@yh-cn.com
电话:86-731-83160688、0731-83201588(国内);
电话:86-731-81868967、+86-18774862105(国际);
联系人:张小姐/文先生
地址:湖南省长沙市浏阳经济技术开发区永阳路9号