


端面磨削加工

典型加工零件
设备亮点
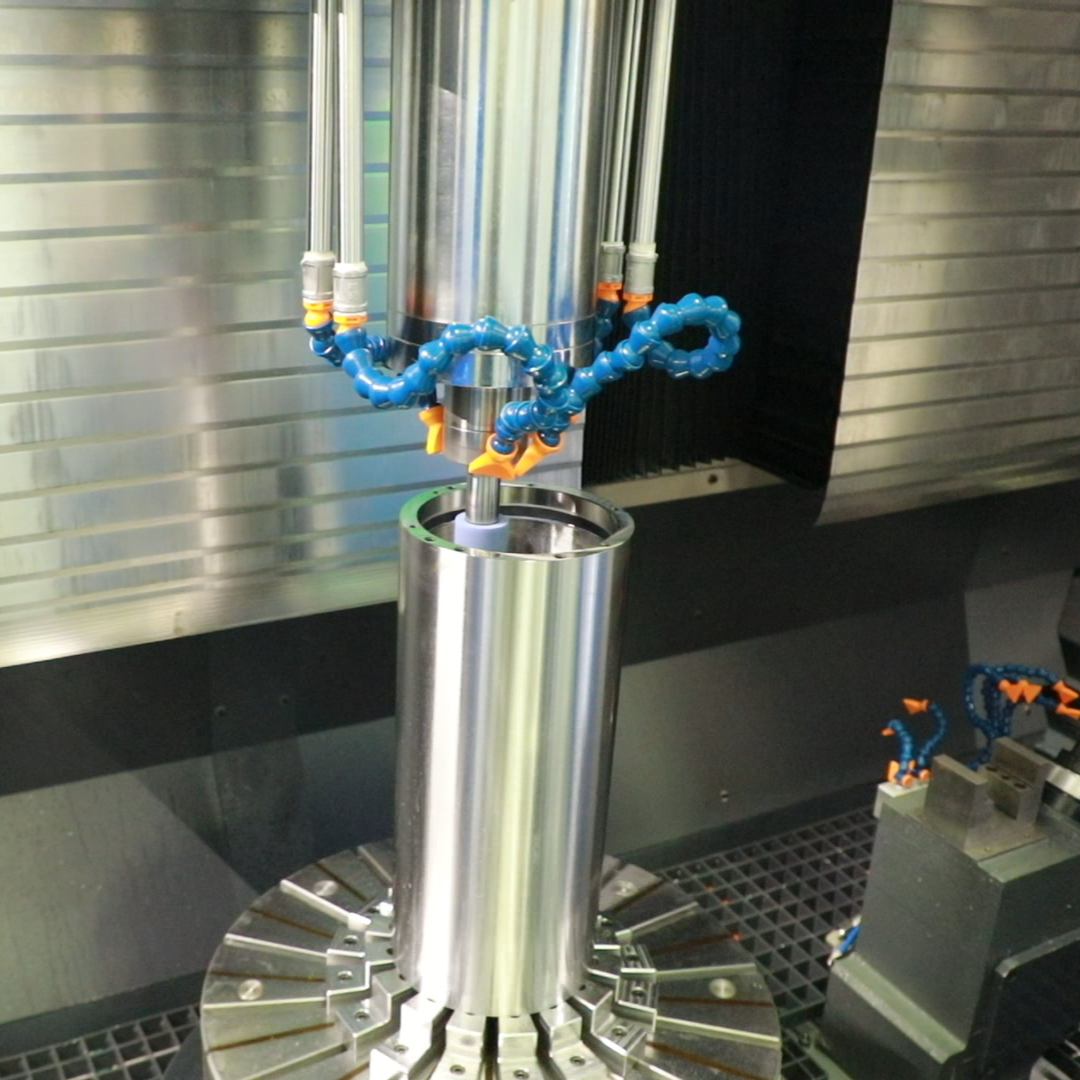
一、 主轴套筒的加工特点与挑战
主轴套筒是一个长径比比较大的筒状零件,内部有精密的轴承位等。其核心特点与加工挑战包括:
1. 高精度内孔:这是最关键的特征,用于安装轴承,对尺寸精度、圆度、圆柱度的要求极高(通常圆度、圆柱度要求在0.002mm甚至更高)。
2. 细长结构,刚性差:与短粗的主轴座相比,套筒更容易在加工中因切削力和夹紧力而产生变形,这是最大的挑战。
3. 内外圆同轴度要求高:外圆作为安装基准,必须与内孔轴承位保持极高的同轴度。
4. 多档台阶孔:内部可能有多个不同直径的轴承位和密封位,它们之间的同轴度至关重要。
二、 立式复合磨床加工主轴套筒的优势
立式复合磨床的“一次装夹,完成全部精加工”的能力,在应对主轴套筒的挑战时,显得尤为突出:
1、保证极高的同轴度和垂直度:一次装夹下,依次磨削端面、外圆、内孔,可以轻松保证这些特征之间的相互位置精度,这是传统分序加工无法比拟的。
2、最小化装夹变形:通过精心设计的夹具(卡盘),可以实现在整个外圆或端面上均匀施力,避免因点接触或局部压力导致的套筒变形。
3、高效复合加工:自动完成所有精密特征的加工,减少了工件周转和反复找正的时间,效率大幅提升。

内孔磨削加工
外圆磨削加工
砂轮修整
三、 主轴套筒在立式复合磨床上的典型加工工艺
假设套筒已完成了热处理和半精加工,在立式复合磨床上进行精磨的典型顺序如下:
步骤一:磨削基准端面
首先磨出一个光洁、平整的端面,作为后续加工的轴向基准。
控制:平面度、表面粗糙度。
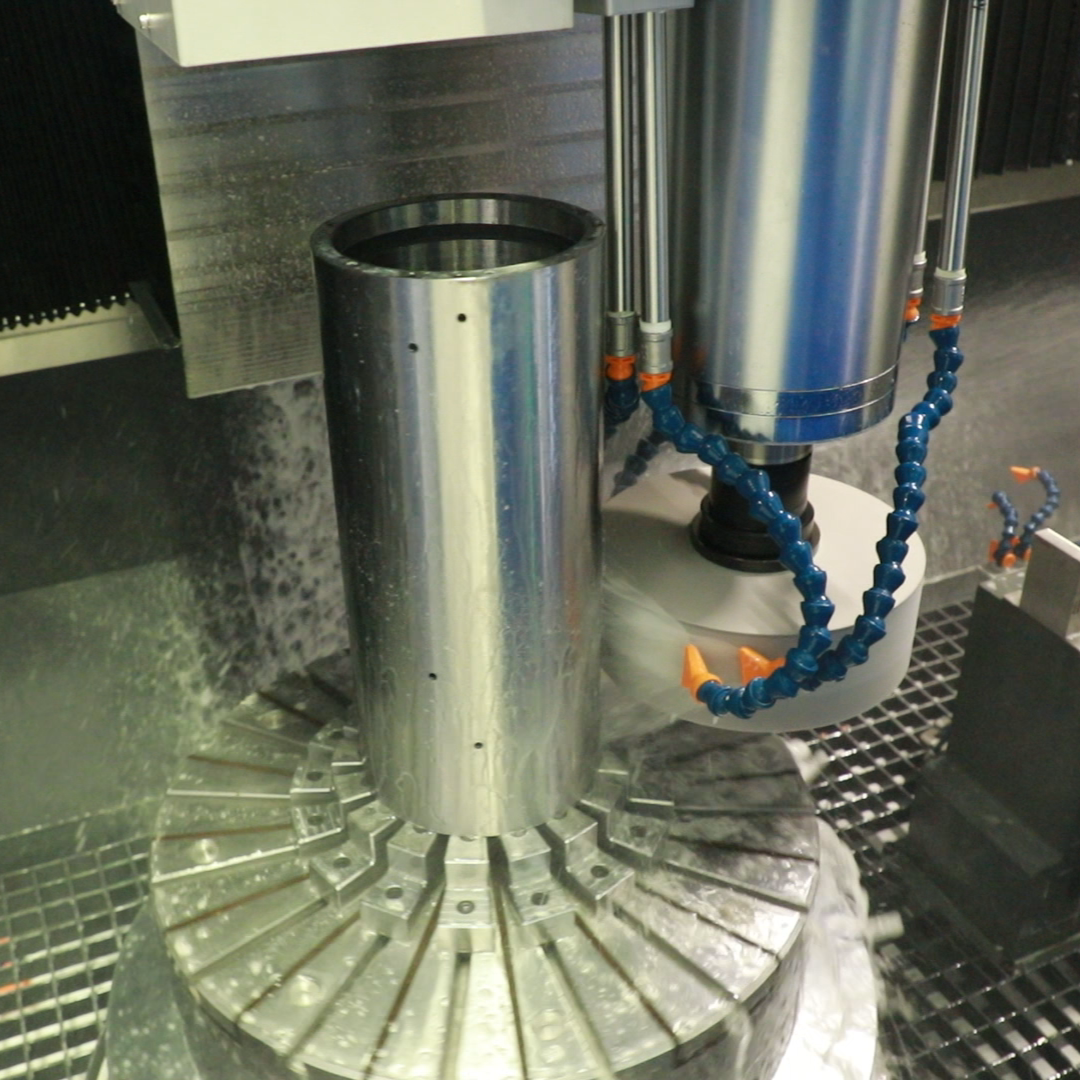
步骤二:精磨外圆
为什么先磨外圆? 在本次装夹下,先磨出一个高精度的外圆,这个外圆将作为下一步磨削内孔时的测量和找正基准(使用在线测量)。更重要的是,这样可以保证内孔与外圆的同轴度。
方法:使用外圆磨头,机床X、Z轴联动,可一次走刀完成外圆和台阶的磨削。
控制:外圆尺寸、圆度、圆柱度、表面粗糙度。
步骤三:精磨关键内孔(各档轴承位)
这是最考验机床性能和工艺水平的步骤。
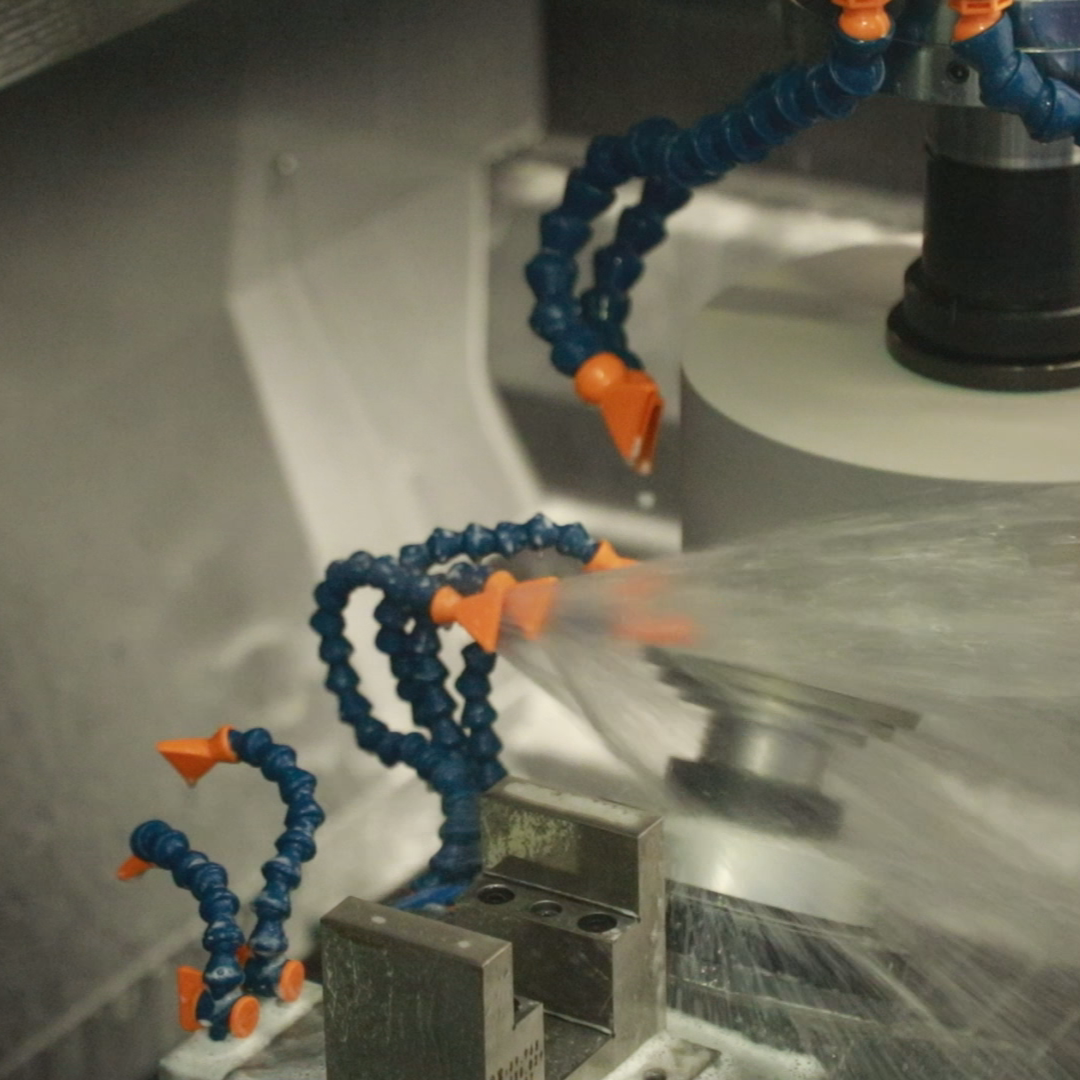
方法:
1. 使用高刚性内圆磨头。
2. 砂轮接长杆应尽可能短而粗,以最大化刚性,减少让刀和振动。
3. 采用“小切深、快进给、高转速”的策略进行精磨,以减少切削力和磨削热。
使用立式复合磨床加工主轴套筒,是解决其刚性差、精度要求高这一矛盾的最佳方案之一。其成功的关键在于:
利用“一次装夹”的复合加工优势,从根本上保证内、外圆、端面的相互位置精度。
配合优化的磨削参数、锋利的砂轮、充分的冷却和在线测量技术,共同确保最终加工出的主轴套筒具有极高的尺寸精度和几何精度(尤其是圆度和圆柱度)。
这种工艺路线非常适合批量生产高精密的机床主轴、电主轴、高速轴套等零件,代表了现代磨削技术的先进水平。
技术参数
上一条
下一条
上一条
下一条





yl23411永利集团官方微信
yl23411永利集团手机官网
1
联系方式
400全国客户服务热线:400-8320220,400-6251288
E-mail:info@yh-cn.com
电话:86-731-83160688、0731-83201588(国内);
电话:86-731-81868967、+86-18774862105(国际);
联系人:张小姐/文先生
地址:湖南省长沙市浏阳经济技术开发区永阳路9号